
松夏減震器,安全又耐用
松夏減震器,安全又耐用
咨詢電話:
17317317121(微信同號)
17317317121(微信同號)


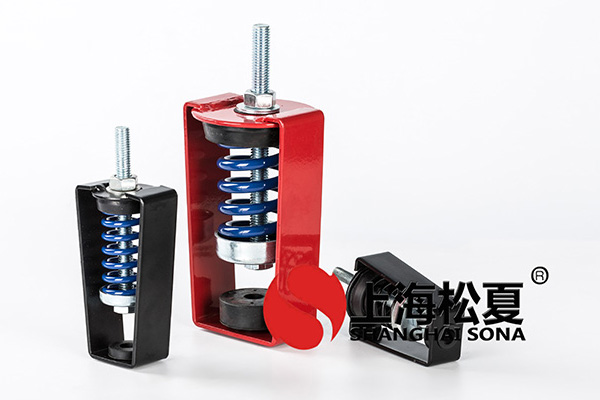
橡膠減震器核電站1E級干式變壓器的組成

1、橡膠減震器造時采用水平分型面,鐵管的鑄造位置也是處于水平狀態,為形成內腔采用細而長的砂芯,鐵水在管子的整個長度上同時通過多個內澆口進入型腔以減少金屬對鑄型和砂芯的沖刷,并使鐵管型腔在整個長度上同時為相同溫度的鐵水快速,均勻地充填,但在型腔中水平安置砂芯,由于砂芯自重和受鐵水浮力要引起撓度和彎曲,又會使橡膠減震器在整個長度上產生渣孔,氣孔的缺陷,故鐵管質量較低,只能用來鋪設下水道。
2、立式砂型鑄造法,采用垂直分型的專用砂箱,鐵管的鑄造位置也是垂直,砂型經烘干后,處于直立的位置,內裝直立的砂芯,鐵水從鑄型上部進入型內,蘇聯曾用此種工藝生產的鐵管鋪設需耐 水壓的上水橡膠減震器。由于砂型鑄造鐵管工藝復雜,生產效率低,工作條差,產品質量較低,所以近數十來,鐵管的砂型鑄造法陸續為離心鑄造法和連續鑄造法所代替。
3、橡膠減震器要嚴格要求其化學成分,對原鐵液要求的碳硅含量比橡膠減震器高,降低橡膠減震器中錳,磷,硫的含量。
4、鐵液出爐溫度比橡膠減震器 高,以補償球化,孕育處理時鐵液溫度的損失。
5、橡膠減震器進行球化處理,即往鐵液中添加球化劑。
6、加入孕育劑進行孕育處理。
7、橡膠減震器流動性較差,收縮較大,因此需要較高的澆注溫度及較大的橡膠減震器尺寸,合理應用冒口,冷鐵,采用順序凝固原則。
8、對橡膠減震器進行合適的熱處理。
手機:17317317121
(微信同號)
地址:上海市寶山區園康路255號1號樓A區三層


